直線電機的歷史可以追溯到1840年惠斯登制作的并不成功的略現雛形的直線電機,其后的160多年中直線電機經歷了探索實驗、開發應用和使用商品化三個時期。
1971年至目前,直線電機終于進入獨立應用的時期,各類直線電機的應用得到了迅速的推廣,制成了許多有實用價值的裝置和產品,例如直線電機驅動的鋼管輸送機、運煤機、各種電動門、電動窗等。利用直線電機驅動的磁懸浮列車,速度已超過500km/h,接近了航空飛行的速度。
我國的直線電機的研究和應用是從20世紀70年代初開始的。目前主要成果有工廠行車、電磁錘、沖壓機等。我國直線電機研究雖然也取得了一些成績,但與國外相比,其推廣應用方面尚存在很大的差距。目前,國內不少研究單位已注意到這一點。
直線電機在數控機床上應用的現狀
近幾年,國際上對數控機床采用直線電機顯得特別熱門,其原因是:
為了提高生產效率和改善零件的加工質量而發展的高速和超高速加工現已成為機床發展的一個重大趨勢,一個反應靈敏、高速、輕便的驅動系統,速度要提高到40~50m/min以上。傳統的“旋轉電機+滾珠絲杠”的傳動形式所能達到的最高進給速度為30m/min,加速度僅為3m/s2。直線電機驅動工作臺,其速度是傳統傳動方式的30倍,加速度是傳統傳動方式的10倍,最大可達10g;剛度提高了7倍;直線電機直接驅動的工作臺無反向工作死區;由于電機慣量小,所以由其構成的直線伺服系統可以達到較高的頻率響應。
1993年,德國ZxCell-O公司推出了世界上第一個由直線電機驅動的工作臺HSC-240型高速加工中心,機床主軸最高速達到24000r/min,最大進給速度為60n/min,加速度達到1g,當進給速度為20m/min時,其輪廓精度可達0.004mm。美國的Ingersoll公司緊接著推出了HVM-800型高速加工中心,主軸最高轉速為20000r/min,最大進給速度為75.20m/min。
1996年開始,日本相繼研制成功采用直線電機的臥式加工中心、高速機床、超高速小型加工中心、超精密鏡面加工機床、高速成形機床等。
我國浙江大學研制了一種由直線電機驅動的沖壓機,浙江大學生產工程研究所設計了用圓筒型直線電機驅動的并聯機構坐標測量機。2001年南京四開公司推出了自行開發的采用直線電機直接驅動的數控直線電機車床,2003年第8屆中國國際機床展覽會上,展出北京電院高技術股份公司推出的VS1250直線電機取得的加工中心,該機床主軸最高轉速達15000r/min。
直線電機是一種將電能直接轉換成直線運動機械能,而不需要任何中間轉換機構的傳動裝置。它可以看成是一臺旋轉電機按徑向剖開,并展成平面而成,如圖1所示。

圖1直線電機的轉變過程
由定子演變而來的一側稱為初級,由轉子演變而來的一側稱為次級。在實際應用時,將初級和次級制造成不同的長度,以保證在所需行程范圍內初級與次級之間的耦合保持不變。直線電機可以是短初級長次級,也可以是長初級短次級。考慮到制造成本、運行費用,目前一般均采用短初級長次級。
直線電動機的工作原理與旋轉電動機相似。以直線感應電動機為例:當初級繞組通入交流電源時,便在氣隙中產生行波磁場,次級在行波磁場切割下,將感應出電動勢并產生電流,該電流與氣隙中的磁場相作用就產生電磁推力。如果初級固定,則次級在推力作用下做直線運動;反之,則初級做直線運動。
一個直線電機應用系統不僅要有性能良好的直線電機,還必須具有能在安全可靠的條件下實現技術與經濟要求的控制系統。隨著自動控制技術與微計算機技術的發展,直線電機的控制方法越來越多。對直線電機控制技術的研究基本上可以分為三個方面:一是傳統控制技術,二是現代控制技術,三是智能控制技術。
傳統的控制技術如PID反饋控制、解耦控制等在交流伺服系統中得到了廣泛的應用。其中PID控制蘊涵動態控制過程中的過去、現在和未來的信息,而且配置幾乎為最優,具有較強的魯棒性,是交流伺服電機驅動系統中最基本的控制方式。為了提高控制效果,往往采用解耦控制和矢量控制技術。
在對象模型確定、不變化且是線性的以及操作條件、運行環境是確定不變的條件下,采用傳統控制技術是簡單有效的。但是在高精度微進給的高性能場合,就必須考慮對象結構與參數的變化。各種非線性的影響,運行環境的改變及環境干擾等時變和不確定因數,才能得到滿意的控制效果。因此,現代控制技術在直線伺服電機控制的研究中引起了很大的重視。常用控制方法有:自適應控制、滑模變結構控制、魯棒控制及智能控制。
近年來模糊邏輯控制、神經網絡控制等智能控制方法也被引入直線電動機驅動系統的控制中。目前主要是將模糊邏輯、神經網絡與PID、H∞控制等現有的成熟的控制方法相結合,取長補短,以獲得更好的控制性能。
直線電機在數控機床中的應用實例
活塞車削數控系統
采用直線電機的直線運動機構由于具有響應快、精度高的特點,已成功地應用于異型截面工件的CNC車削和磨削加工中。針對產量最大的非圓截面零件,國防科學技術大學非圓切削研究中心開發了基于直線電機的高頻響大行程數控進給單元。當用于數控活塞機床時,工作臺尺寸為600mm×320mm,行程100mm,最大推力為160N,最大加速度可達13g。由于直線電機動子和工作臺已固定在一起,所以只能采用閉環控制,圖2所示為該單元的控制系統簡圖。

圖2 直線電機位置控制器的原理框圖
這是一個雙閉環系統,內環是速度環,外環是位置環。采用高精度光柵尺作為位置檢測元件。定位精度取決于光柵的分辨率,系統的機械誤差可以由反饋消除,獲得較高的精度。
采用直線電機的開放式數控系統,采用PC機與開放式可編程運功控制器構成數控系統,這種系統以通用微機及Windows為平臺,以PC機上的標準插件形式的運動控制器為控制核心,實現了數控系統的開放。基于直線電機的開放式數控系統的總體設計方案如圖3所示。

圖3基于直線電機的開放式數控系統原理圖
該系統采用在PC機的擴展槽中插入運動控制卡的方案組成,系統由PC機、運動控制卡、伺服驅動器、直線電機、數控工作臺等部分組成。數控工作臺由直線電機驅動,伺服控制和機床邏輯控制均由運動控制器完成,運動控制器可編程,以運動子程序的方式解釋執行數控程序(G代碼等,支持用戶擴展)。運動控制卡型號為PCI-8132。
當今的工業控制技術中PCI總線漸漸地取代了ISA總線,成為主流總線形式,它有很多優點,如即插即用(Plug and Play)、中斷共享等。PCI總線具有嚴格的標準和規范,這就保證了它具有良好的兼容性,可靠性高;傳送數據速率高(132Mbps)或(264Mbps); PCI總線與CPU無關,與時鐘頻率無關,適用于各種平臺,支持多處理器和并行工作;PCI總線還具有良好的擴展性,通過PCI_PCI橋路,可進行多級擴展。PCI總線為用戶提供了極大的方便,是目前PC機上最先進、最通用的一種總線。PCI-8132是具有PCI接口的2軸運動控制卡。它能產生高頻脈沖驅動步進電機和伺服電機,控制2個軸的電機運動,實現直線和圓弧插補。在數控加工中,提供位置反饋。
系統軟件在WINDOWS平臺上開發。該軟件采用模塊化程序設計,由用戶輸入輸出界面、預處理模塊等組成。用戶輸入輸出界面實現用戶的輸入、系統的輸出。用戶輸入的主要功能是讓用戶輸入數控代碼,發出控制命令,進行系統的參數配置,生成數控機床零件加工程序(G代碼指令)。預處理模塊讀取G代碼指令后,通過編譯生成能夠讓PCI-8132運動控制卡運行的程序,從而驅動直線電機,完成直線或圓弧插補。讀取G代碼的過程是首先進行參數的設定,然后讀取G代碼,該程序流程如下如圖4所示。
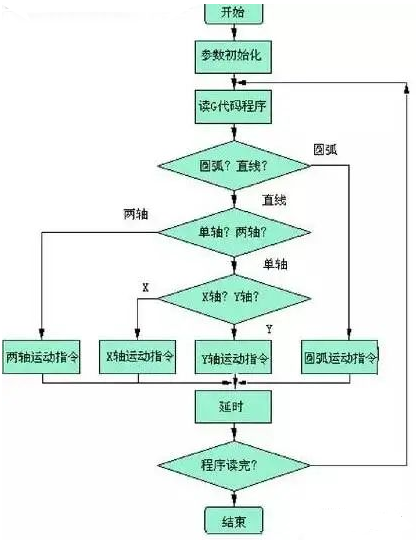
圖4讀取G代碼程序流程圖
在這一系統中選用PARKER406LXR系列直線電機。對于兩坐標數控工作臺,X向選用406T07型直線電機,行程550mm,Y向選用406T05型直線電機,行程450mm。
采用直線伺服電機的高速加工中心,已成為國際上各大機床制造商競相研究和開發的關鍵技術和產品,并已在汽車工業和航空工業中取得初步應用和成效,作為高速加工中心的新一代直接驅動伺服執行元件,直線伺服電機技術在國內外也已經進入工業化應用階段。但是,國內在這方面的研究仍處于起步階段,差距還很大,本文在直線電機的應用方面作了一些探討,許多技術問題還有待于今后的努力。
深圳市盛為興技術有限公司專注于智能電缸、單軸模組等產品的直線滑臺廠家
注冊地址:廣東省深圳市寶安區西鄉街道固興社區朱坳智造園A2棟101
運營總部:廣東省東莞市長安鎮振安東路74號龍光科技創新產業園2棟
聯系電話:0769-82386080 郵箱:svstech@sunvision-tech.com
友情鏈接:廣東速美達自動化股份有限公司 廣東優美達精密機械有限公司
Copyright ? 2020 Sunvision All Rights Reserved. 深圳市盛為興技術有限公司 版權所有

-03.jpg)